


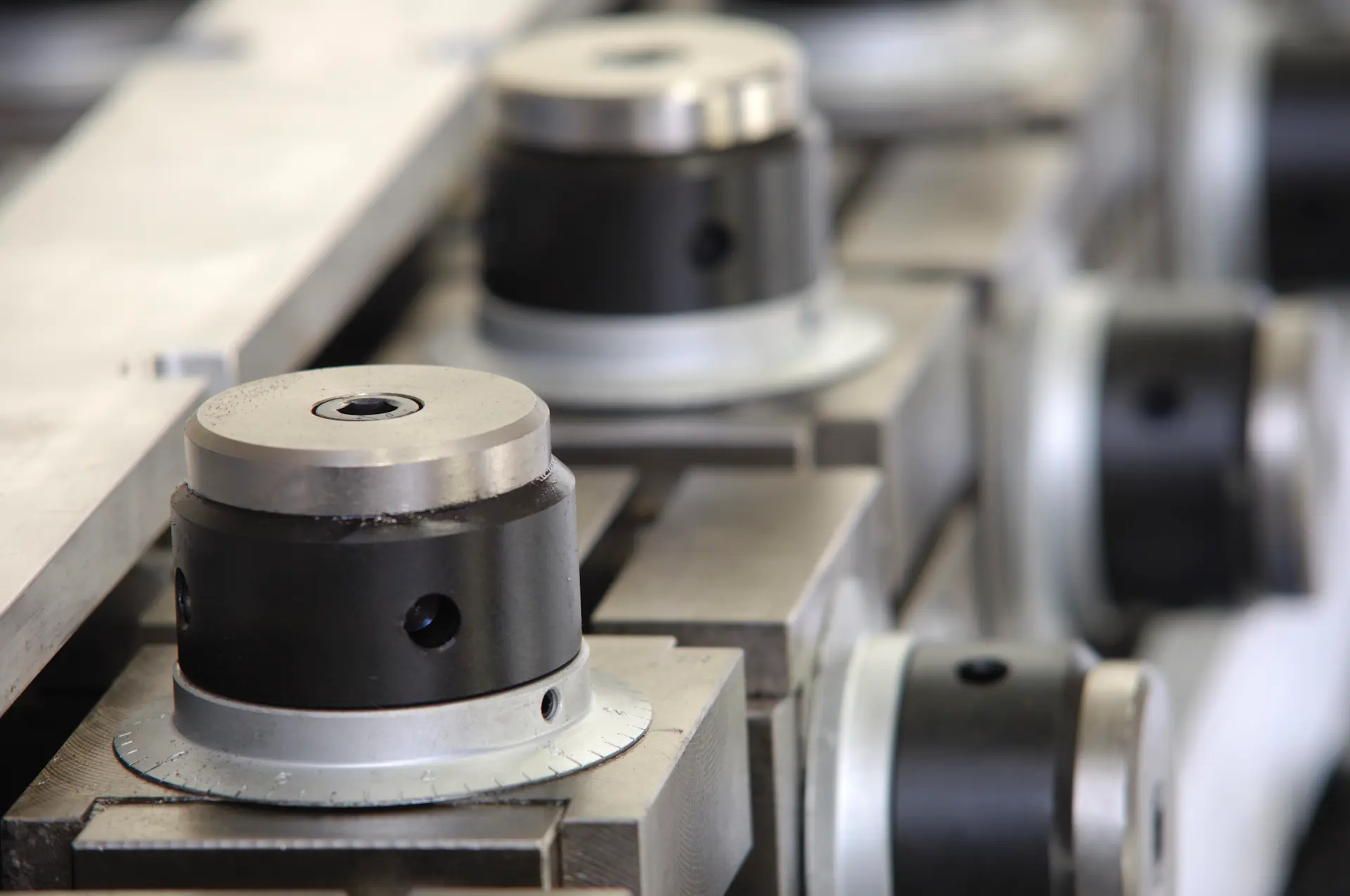
Interchangeable bearing boxes reduce changeover time to approximately 30 minutes, compared to six hours or more for a full roll set replacement.

Manufactured from hardened alloyed steel or steel with sintered carbide rings, offering up to four times longer service life than standard steel rolls.
Prevents vibration and pounding, ensuring smooth, continuous, one-step reduction with reliable roll locking.

Low noise levels improve workplace comfort.
Delivers straighter elements with accurate and consistent diameters.
Supports automatic loading/unloading systems and additional machinery for full heating elements production process optimization.

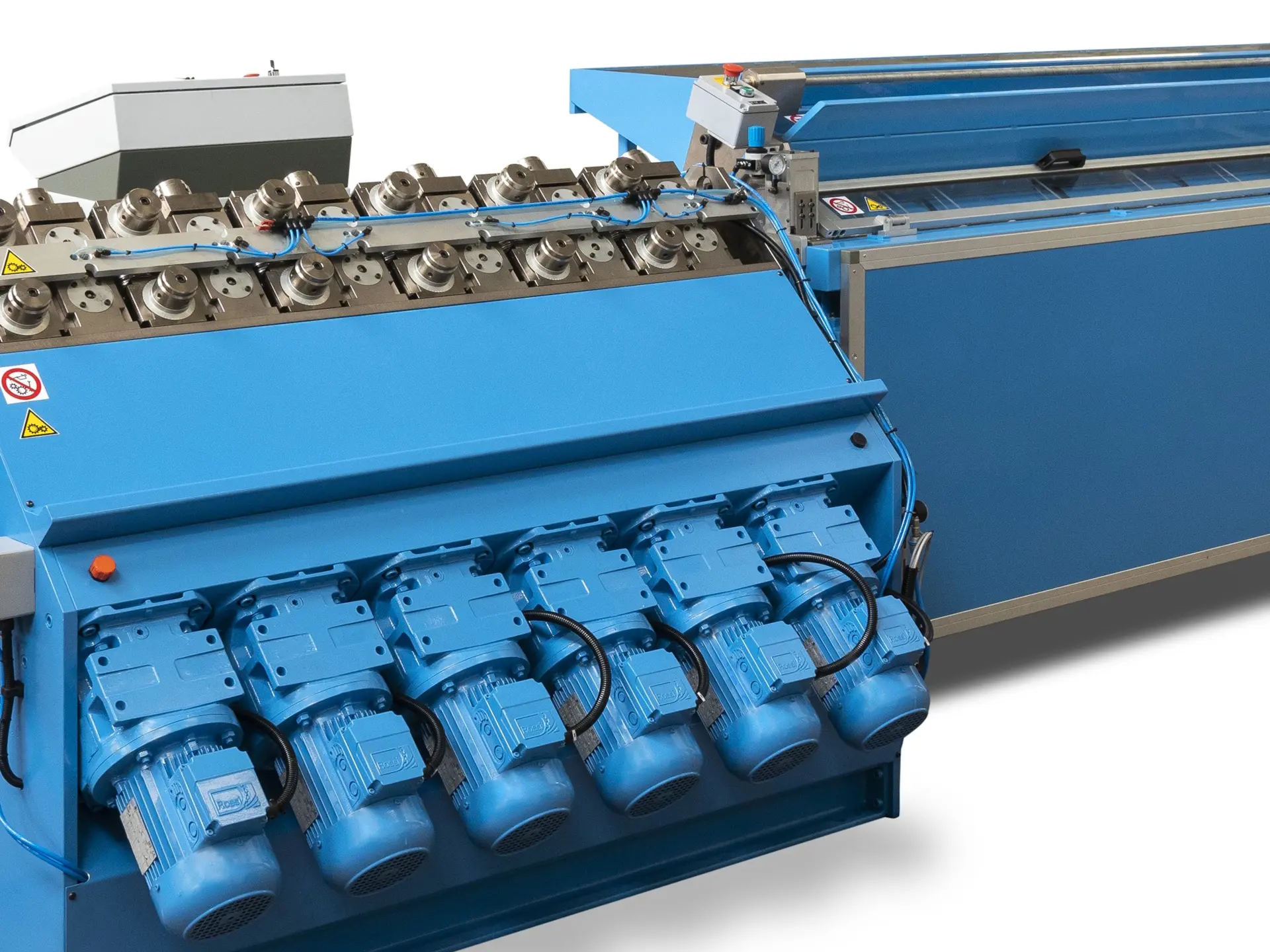
TRANSMISSION SHAFTS
connecting the rolling mill head to its stand.
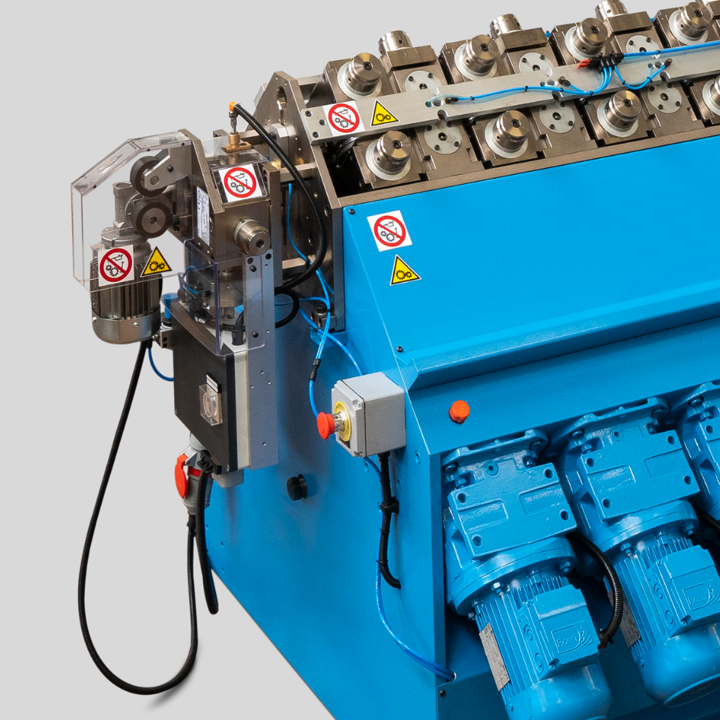
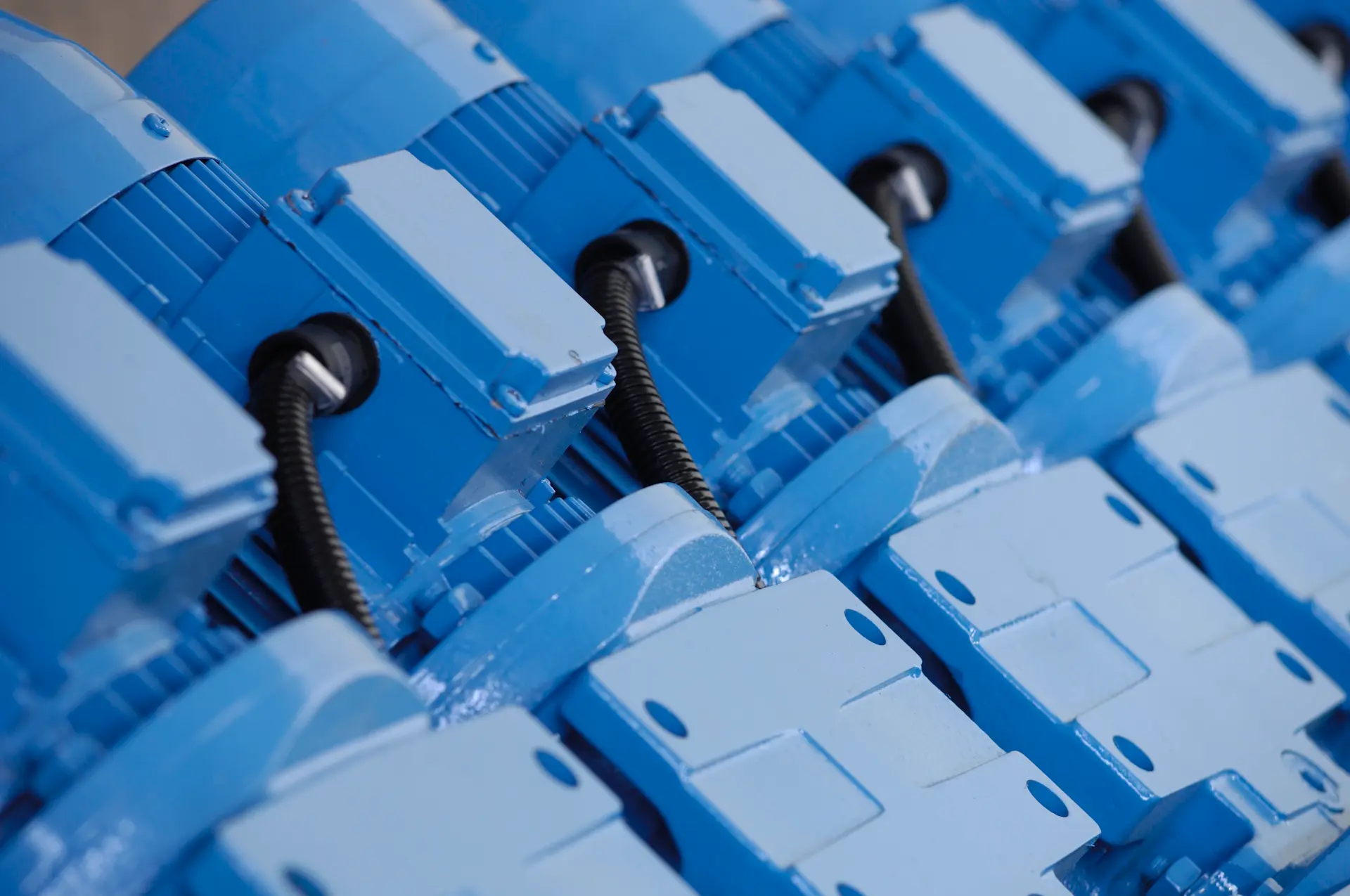
MACHINE STAND
with motors, gearboxes, and electrical system with 8 or 12 stations.
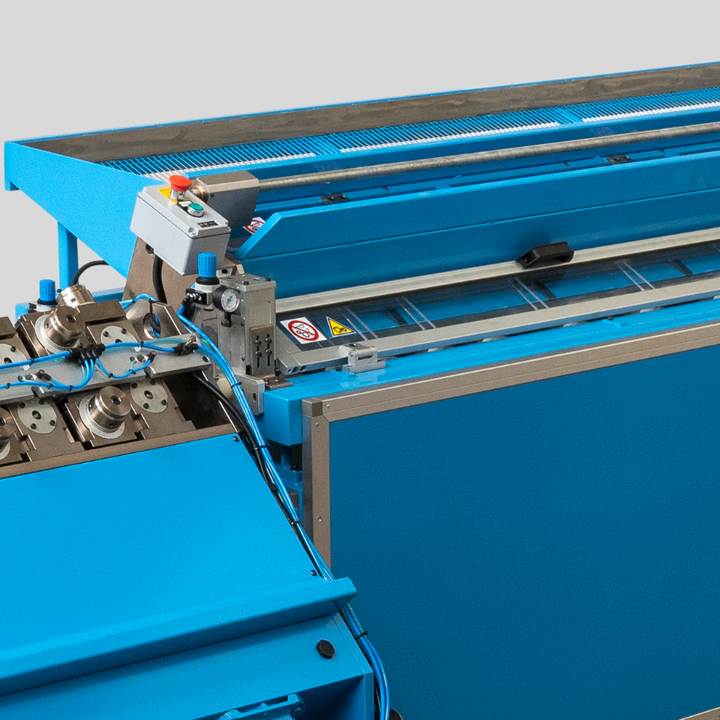
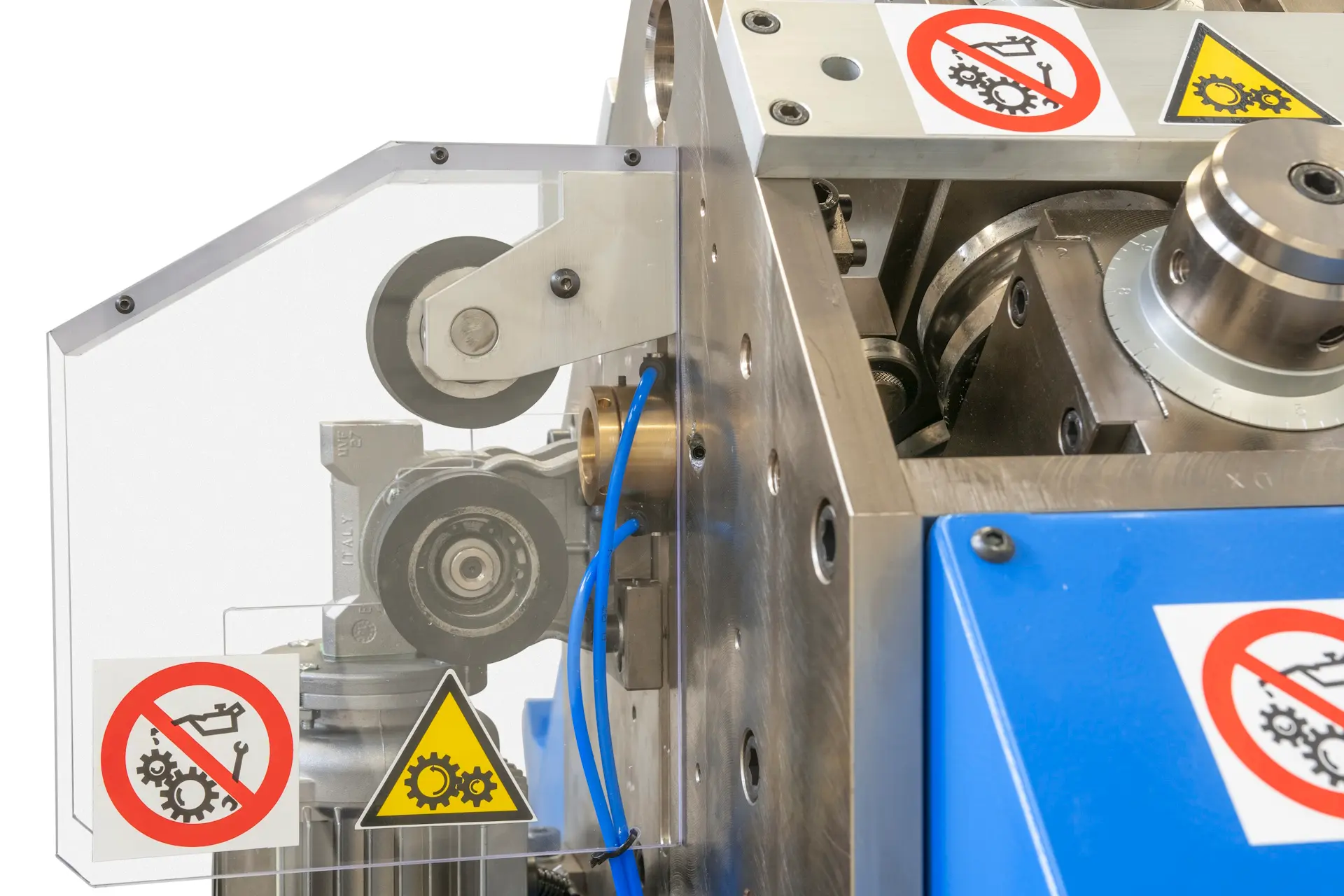
HEAD COMPLETE WITH EXTRACTION UNIT
with steel or tungsten carbide rollers. The head can be changed in approximately 30 minutes.
GUIDE BUSHINGS
interposed between each pair of rollers, ensuring the passage of the heating elements through the rolling process from one roller to the next.
MOTORIZED RUBBER ROLLER SYSTEM
positioned outside the rolling mill to extract the tubes.
ROLL-STRAIGHTENER (TURK’S HEAD)
(additional straightening machines available upon request).
A set of tear and wear parts, made of a set of guide bushings and two rubber rolls (to draw the tubes out of the mill). Some lubricants can be used to increase the straightness of the element.
Roll lubrication system for rolling mill complete with spray nozzle located in the entry bushing.

Roll lubrication system for an 8 or 12 station rolling mill for single head complete with spray nozzles and outbound blow-drying.
In the rolling mill with a fixed roll rotational speed, each pair of rolls is motorized via a fixed-speed geared motor.
In the rolling mill with a variable roll rotational speed, there is the possibility to program the rotation speed for each pair of rolls through frequency inverters, depending on the elongation of the elements. This solution allows to set the machine for different tube materials. Five sets of program scales of roll speed are available. Each pair of rolls will have a speed corresponding to the elongation of the tube, depending on the tube material. Having control of the speed of each roll station, it is possible to match as closely as possible the elongation occurring. This means that there is less friction between the rolls and tube, and therefore less heat generated by friction. As a result, the rolls last longer and the elements exit straighter.
The 8-station version includes eight pairs of rolls: six for reducing and two for calibrating. All machines are now equipped with 2-HP motors as standard, ensuring adequate roll pressure even for larger tube diameters.
The 12-station version has 12 pairs of rolls, ten of which have a reducing function and two a calibrating function. All machines are now equipped with 2-HP motors as standard, ensuring adequate roll pressure even for larger tube diameters. The advantages of the 12-station rolling mill compared to the 8-station version are: