


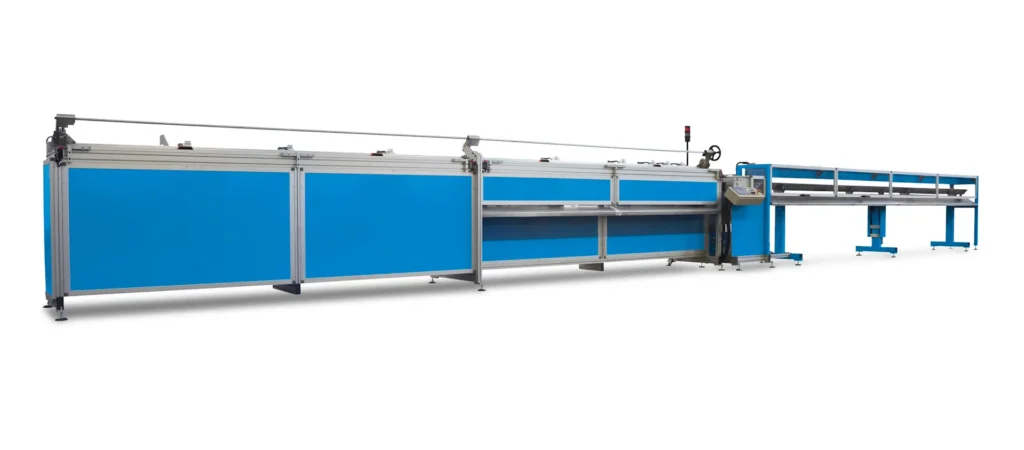


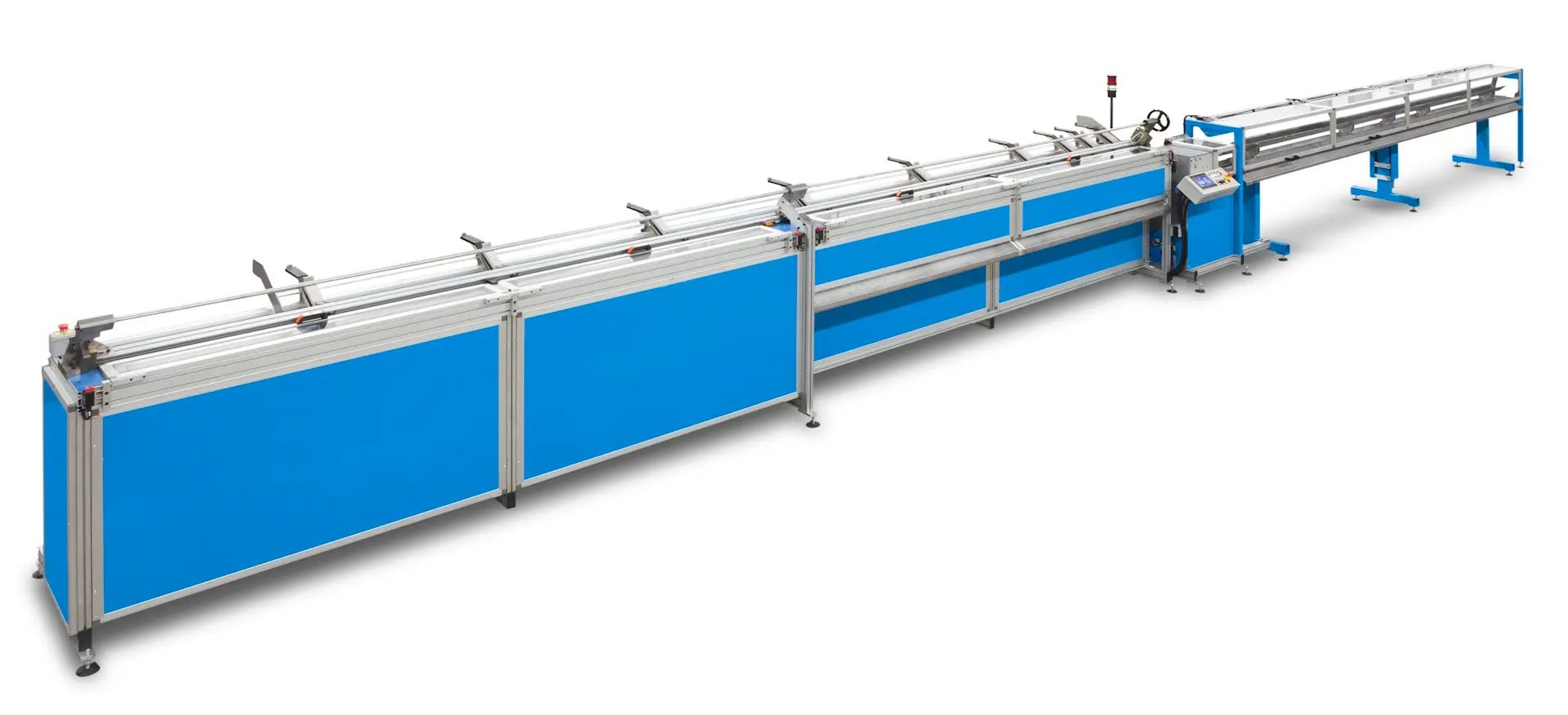
SLIDE LOADER
CUTTING UNIT
DOUBLE EXHAUST STRAP
Numerically controlled pusher
for handling up to 3 different lengths of the same tube
UNLOADING SECTION FOR SCRAPS
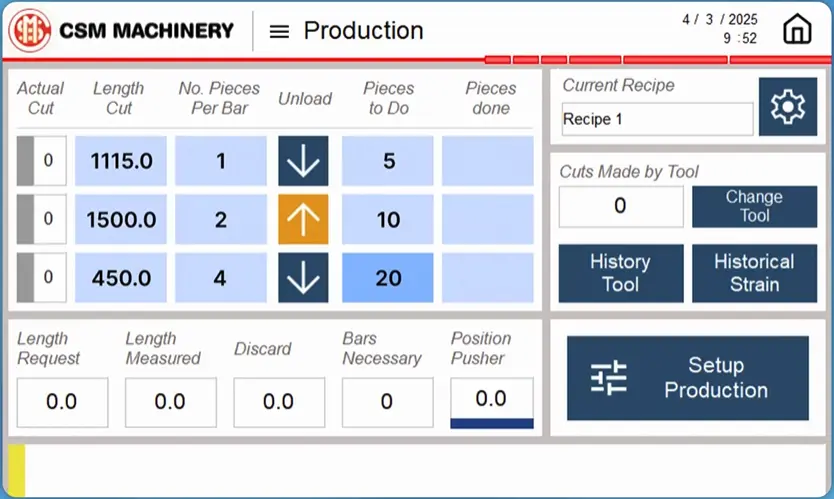
CNC CONTROL PANEL
to configure cutting options
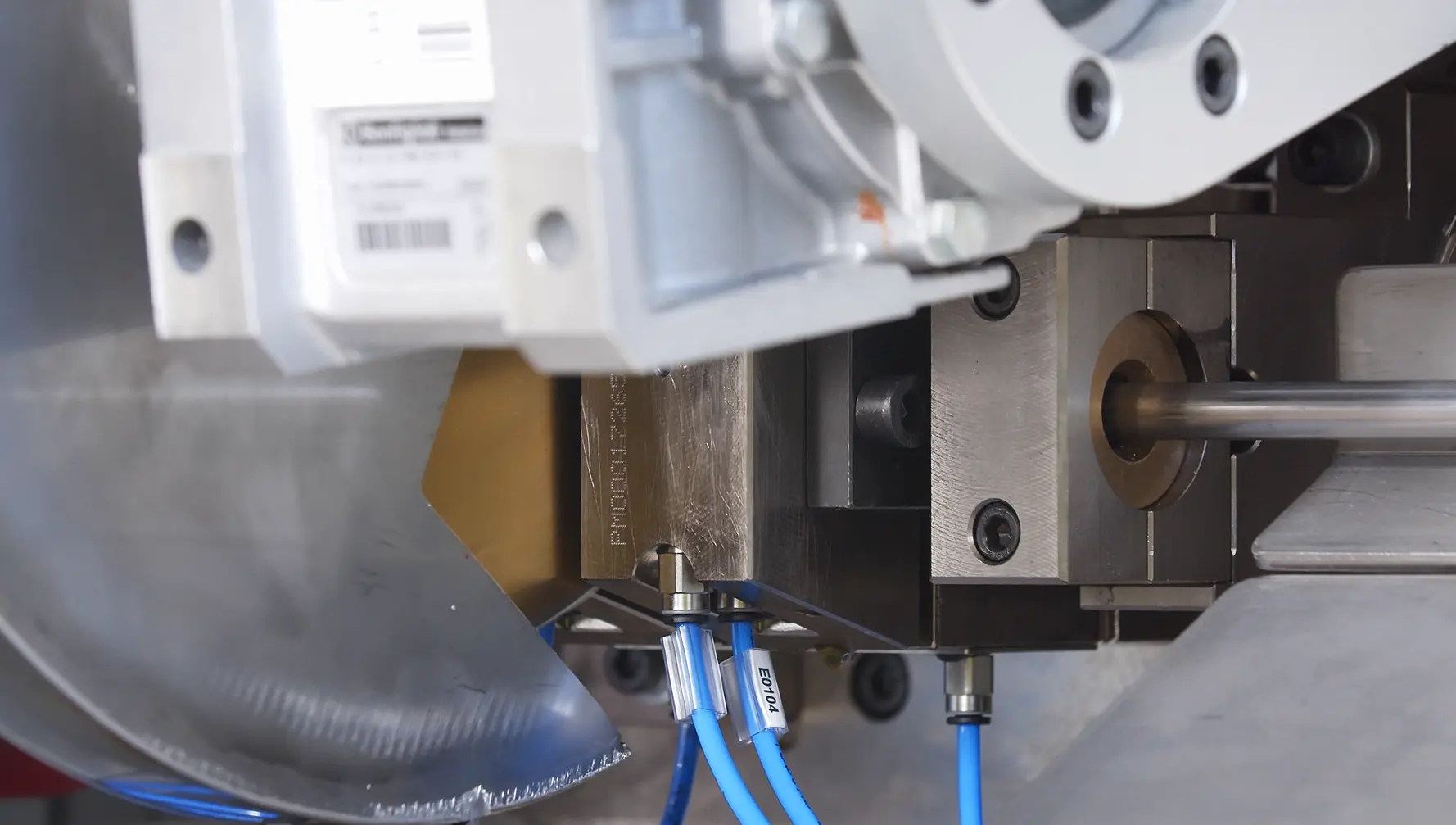
The orbital score and pull-apart system is designed to overcome the problems with orbital cutting of a similar conception but realized using engraving wheels. The score and pull-apart system is an orbital tube cutting process that uses either a rotary blade cutter or insert cutting technology. These methods progressively score the tube along a circular section of its wall thickness, thinning it until a clamp pulls-apart the segment. This system ensures chipless and burr-free tube cuts with perfectly smooth edges and no deformation.
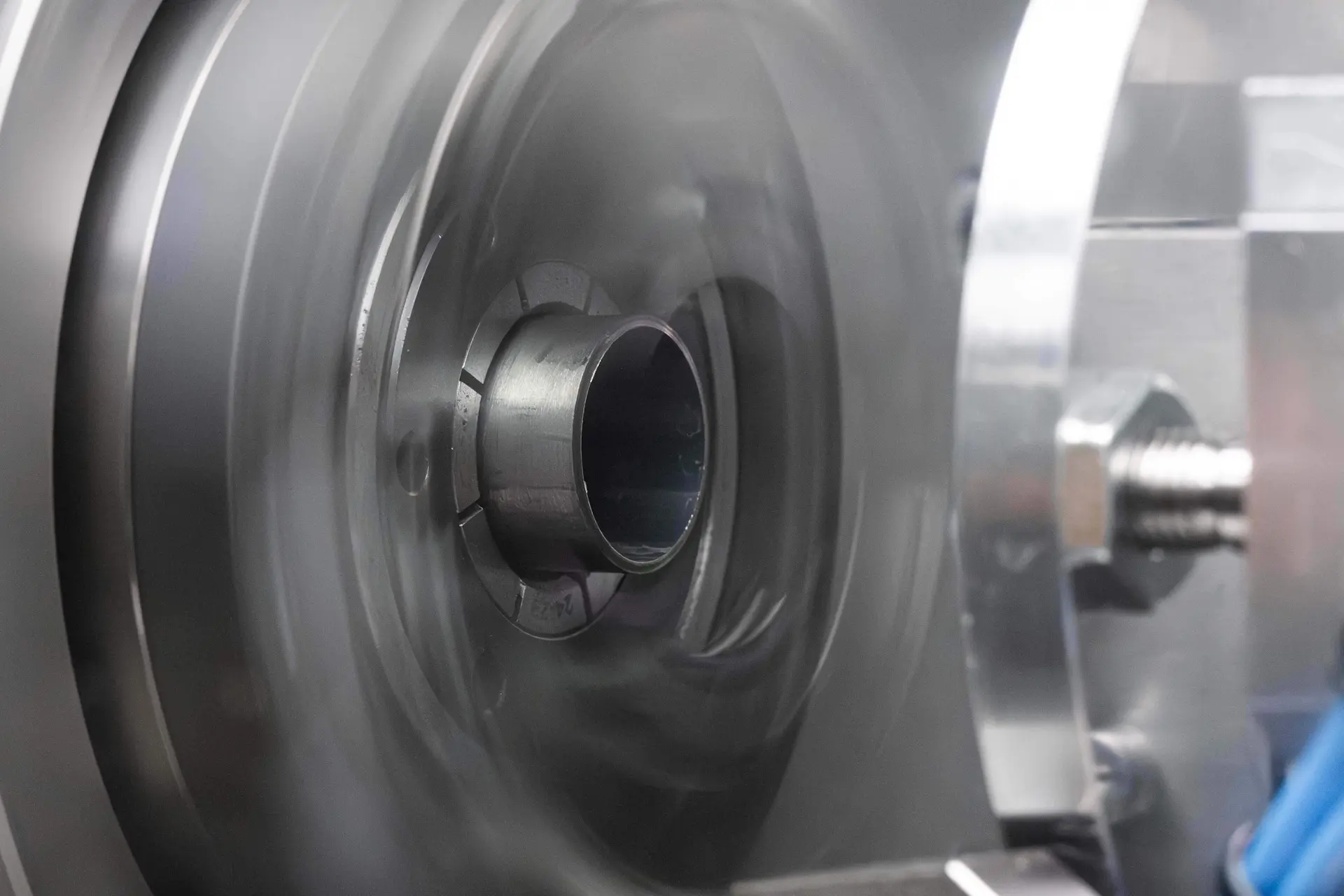
The saw cutting system incorporates a high-resistance circular blade that rotates at high speed to perform rapid and clean cuts. This technology offers the capabilities to manage different types of tube thickness, as well as different materials, with the precision of ninety-degree cuts. Furthermore, thanks to the robust materials and the cutting technique, the tool’s lifespan is extended, ensuring sustained durability and reliability.
Guillotine cutting lines are designed for producing custom-sized tubes with the internal diameter calibrated at both ends and customized lengths. This type of system is primarily selected for medium to large-scale production, ensuring rapid cutting diameter changeovers. The subsequent punching operation, used to eliminate the “heart-shaped” distortion caused by the cut, can be performed manually via a punching gun or automatically with a punching transfer system downstream of the tube cutting.
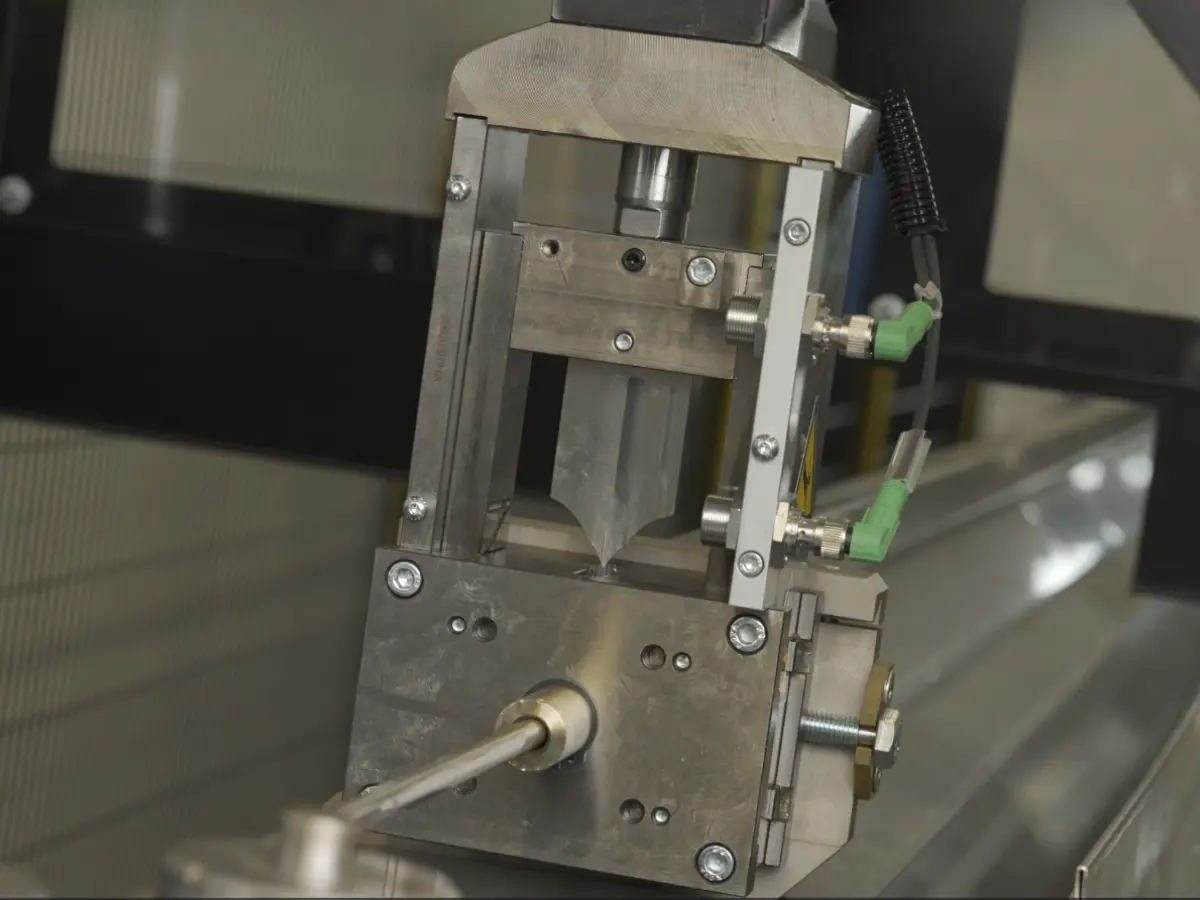
The orbital score and pull-apart system is designed to overcome the problems with orbital cutting of a similar conception but realized using engraving wheels. The score and pull-apart system is an orbital tube cutting process that uses either a rotary blade cutter or insert cutting technology. These methods progressively score the tube along a circular section of its wall thickness, thinning it until a clamp pulls-apart the segment. This system ensures chipless and burr-free tube cuts with perfectly smooth edges and no deformation.

