

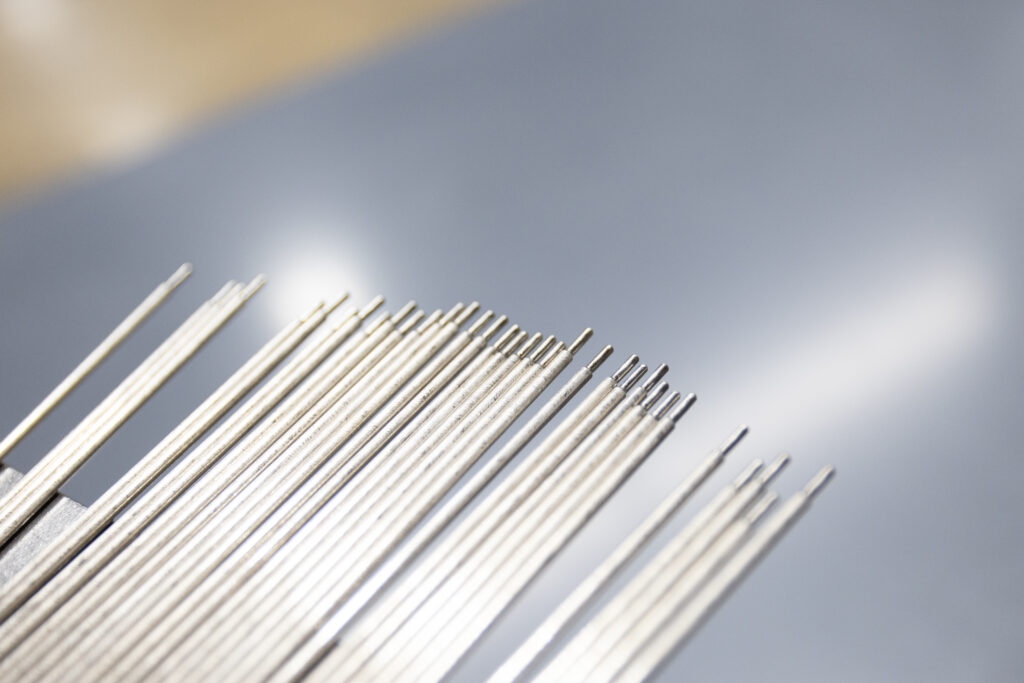
Nos machines de formage à froid spécialement conçues permettent d’obtenir des tolérances beaucoup plus précises que celles des machines à décolleter généralement utilisées pour la fabrication des broches terminales.
Le revêtement de nickel de nos broches est résistant au décollement et à l’écaillage, et peut supporter des températures allant jusqu’à 2200 °F sans fondre ni se décolorer.
Le nickel intégré dans la broche empêche l’oxydation et réduit le risque de défaillance des éléments chauffants.
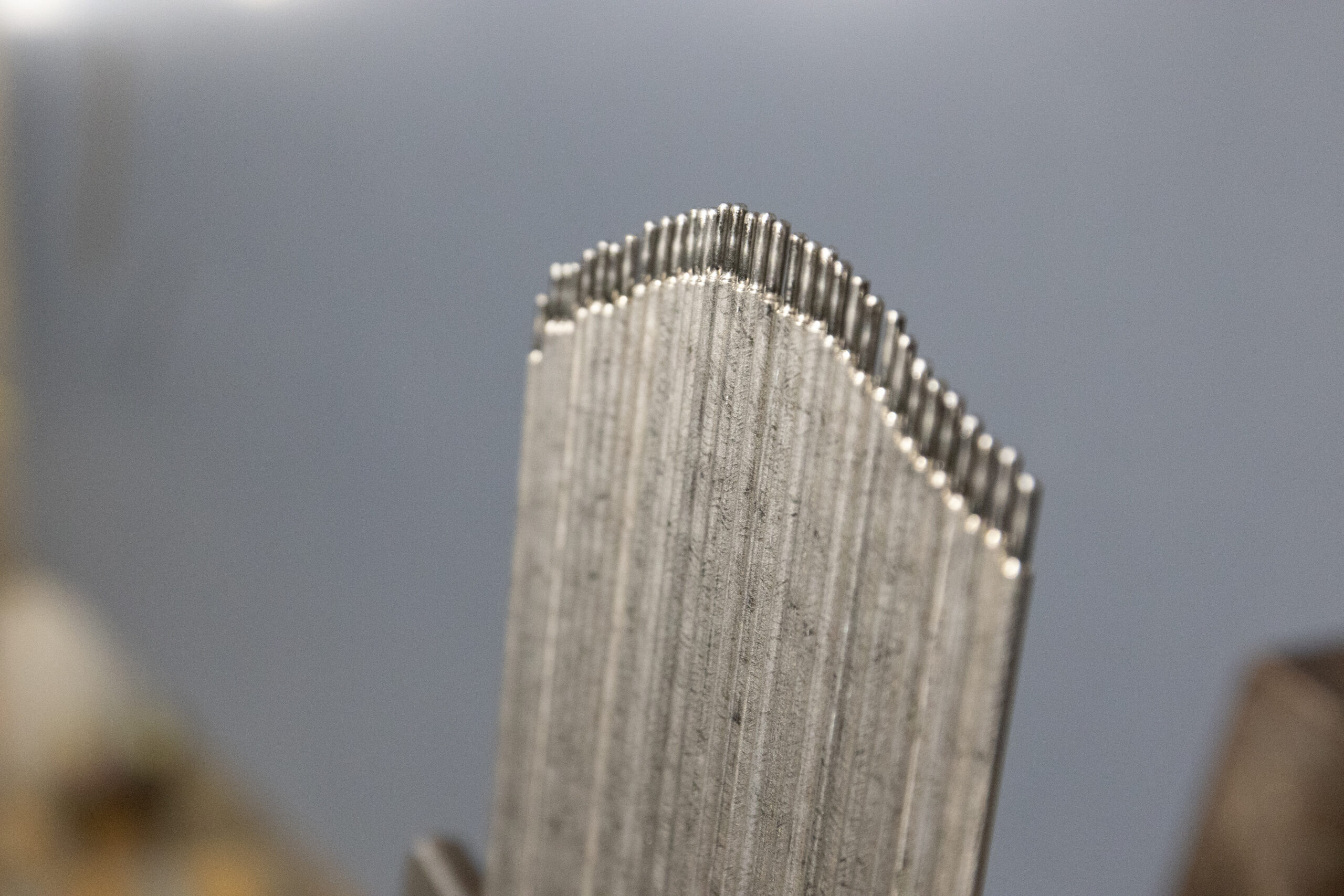
La soudure entre la broche terminale et la bobine résistive est nettement améliorée lorsque le nickel reste intégré dans le fil central.

Le procédé de formage à froid permet d’utiliser un fil plus souple avec une résistance à la traction plus faible, ce qui facilite considérablement le soudage des ensembles broche-bobine.

Nous utilisons des méthodes de contrôle statistique des processus combinées à une inspection continue afin de garantir que nos produits respectent ou dépassent les spécifications de nos clients.
Chaque commande de broches terminales est fabriquée selon notre système de contrôle de processus Instant Heat spécialement développé.
Les graphiques générés permettent de contrôler et de documenter les dimensions critiques pendant le processus de fabrication.

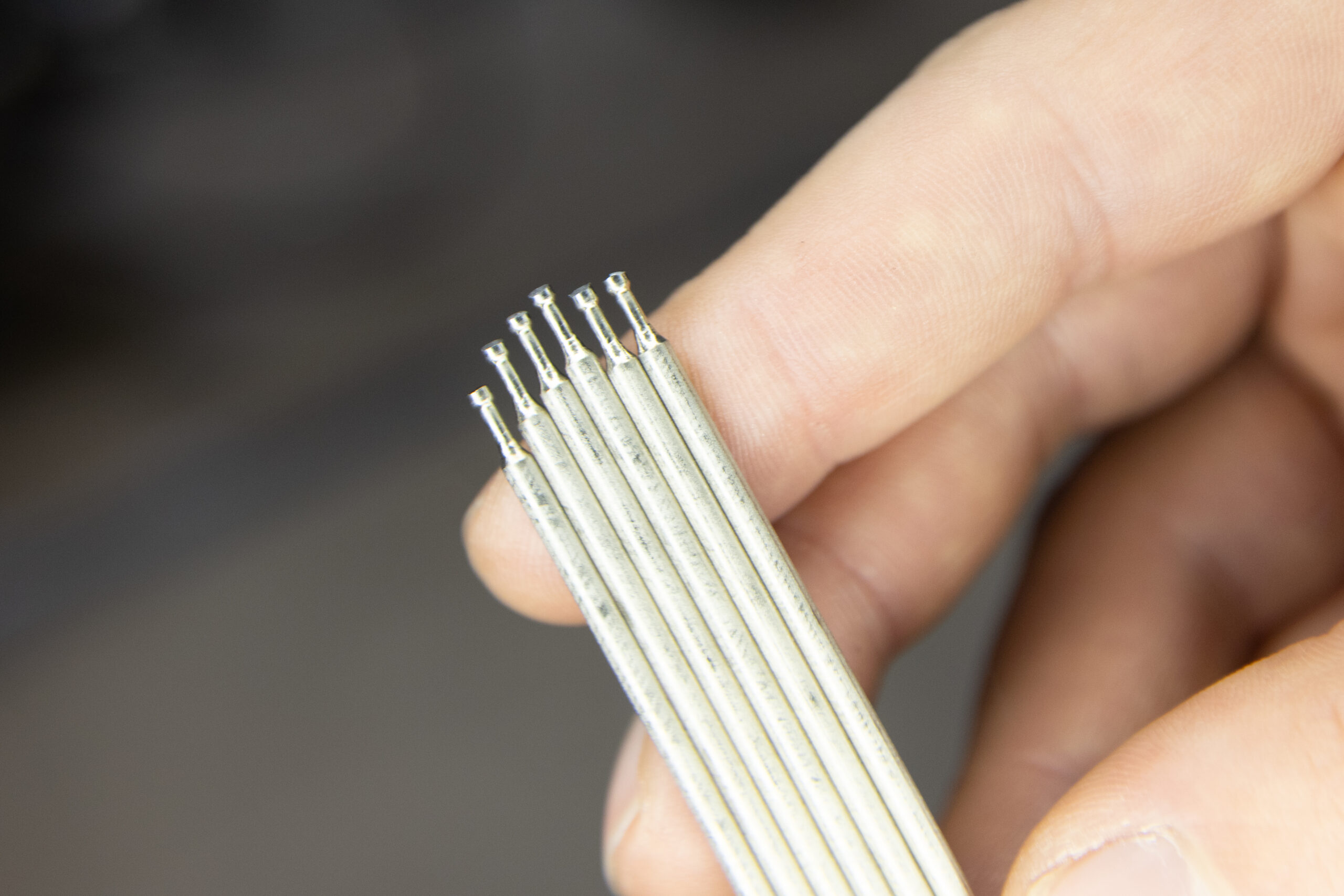
Toutes les broches fabriquées par Oakley sont fournies avec la même orientation.
Cela permet une alimentation facile dans les machines utilisées pour installer les bouchons plastiques ou pour souder les broches aux bobines.

Rainure pour rondelle : position à évaluer. Un dessin de la broche inférieure est nécessaire afin d’évaluer la géométrie et confirmer la faisabilité de production.

Cette broche supérieure spéciale avec tête conique facilite l’insertion du bouchon supérieur ou du bouchon d’étanchéité.

La broche combinée peut être utilisée comme broche terminale supérieure ou inférieure.
Diamètre non disponible en .105” et .125” (2,67 et 3,18 mm).

La broche universelle peut être utilisée comme broche supérieure ou inférieure et possède également une tête conique facilitant l’insertion du bouchon d’étanchéité.
Disponible uniquement pour les diamètres .062” et .075” (1,57 et 1,9 mm).

Ébauches de fil redressé et coupé: