


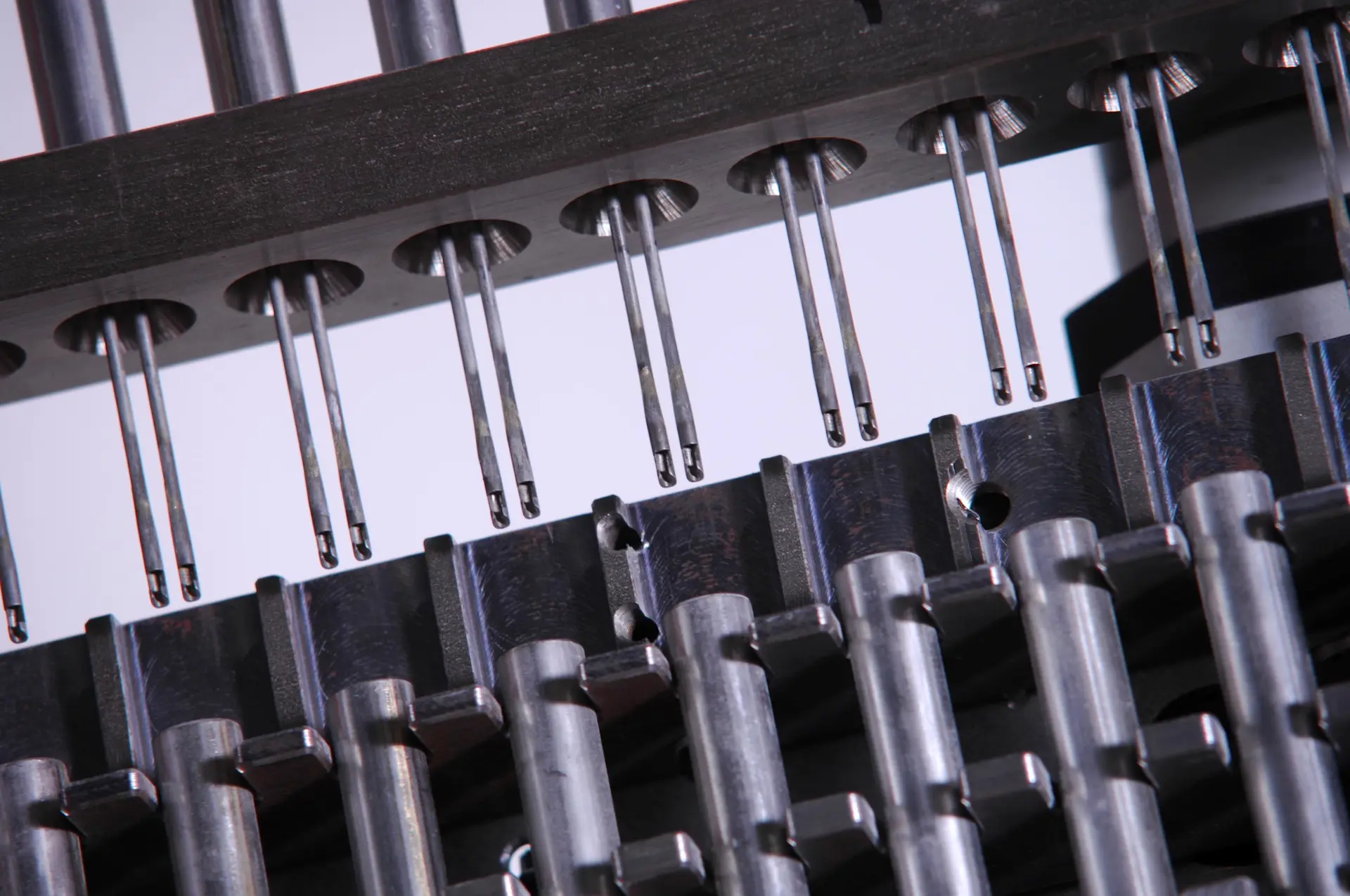
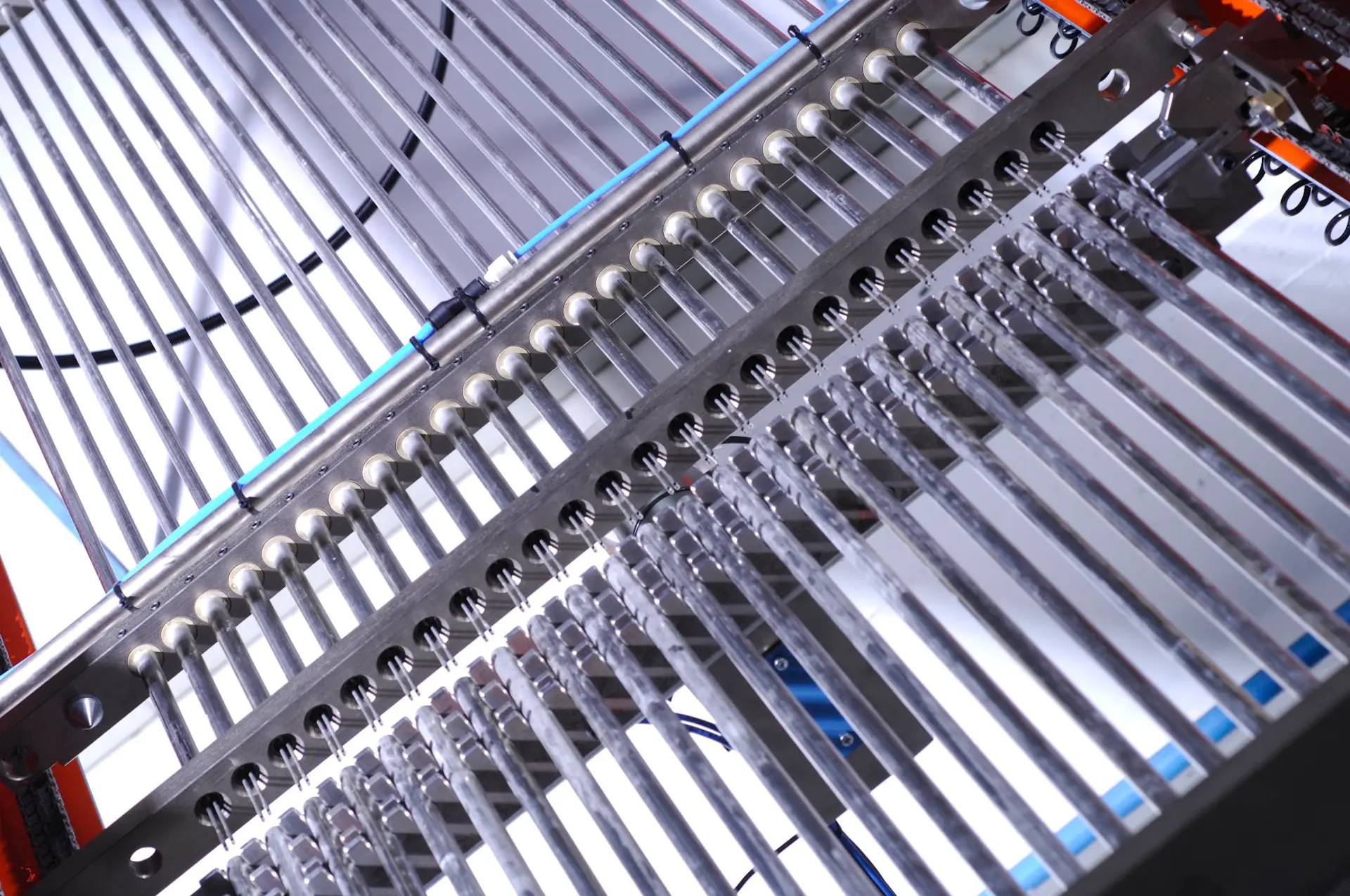
Nuevo sistema patentado de tres tubos para el control del flujo de MgO, que permite alcanzar velocidades de llenado más elevadas. El sistema está equipado con un dispositivo mecánico de apertura y cierre que permite aumentar el caudal de MgO e interrumpir inmediatamente el flujo cuando el sistema se cierra.
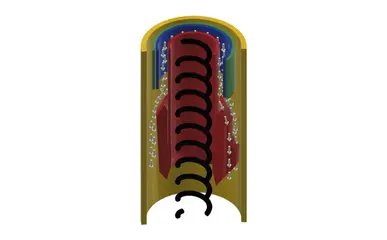
El sistema de vibración electromecánica produce oscilaciones estables y simétricas a todas las frecuencias de vibración, permitiendo a los operarios ajustar fácilmente diferentes niveles de vibración. Durante el llenado, un vibrador móvil se desplaza desde la parte inferior hacia la parte superior del tubo para garantizar una compactación uniforme del MgO. Después del llenado, la máquina puede mantener la parte superior del elemento calefactor en vibración para mejorar aún más la compactación del polvo en esa zona.
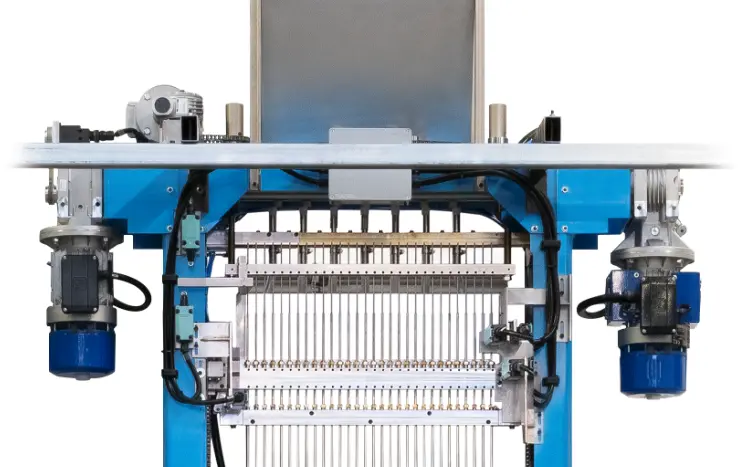
Ajuste motorizado al cambiar la longitud de los tubos que deben llenarse. Ajuste motorizado de la salida del pin terminal superior después del llenado de los tubos.
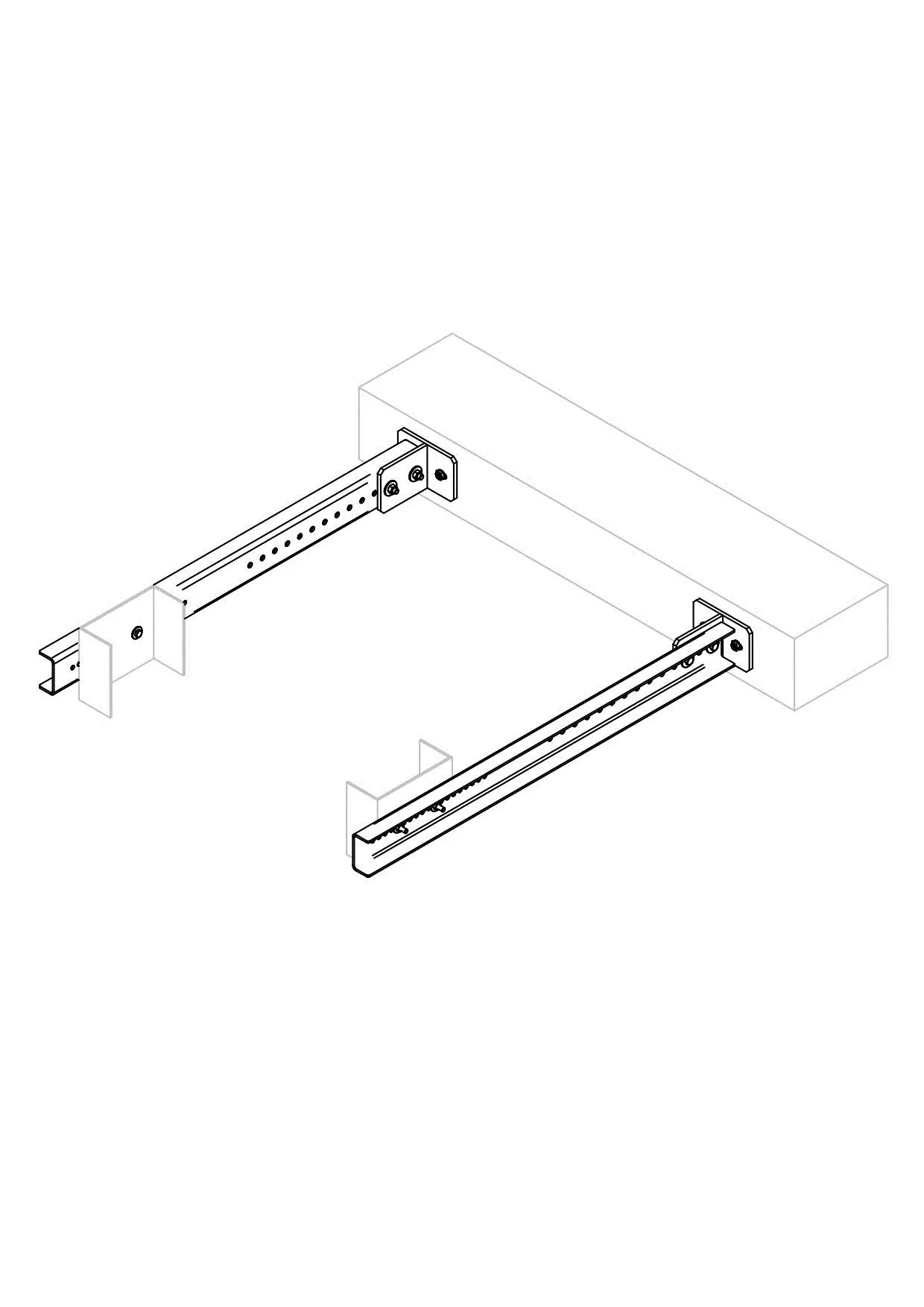
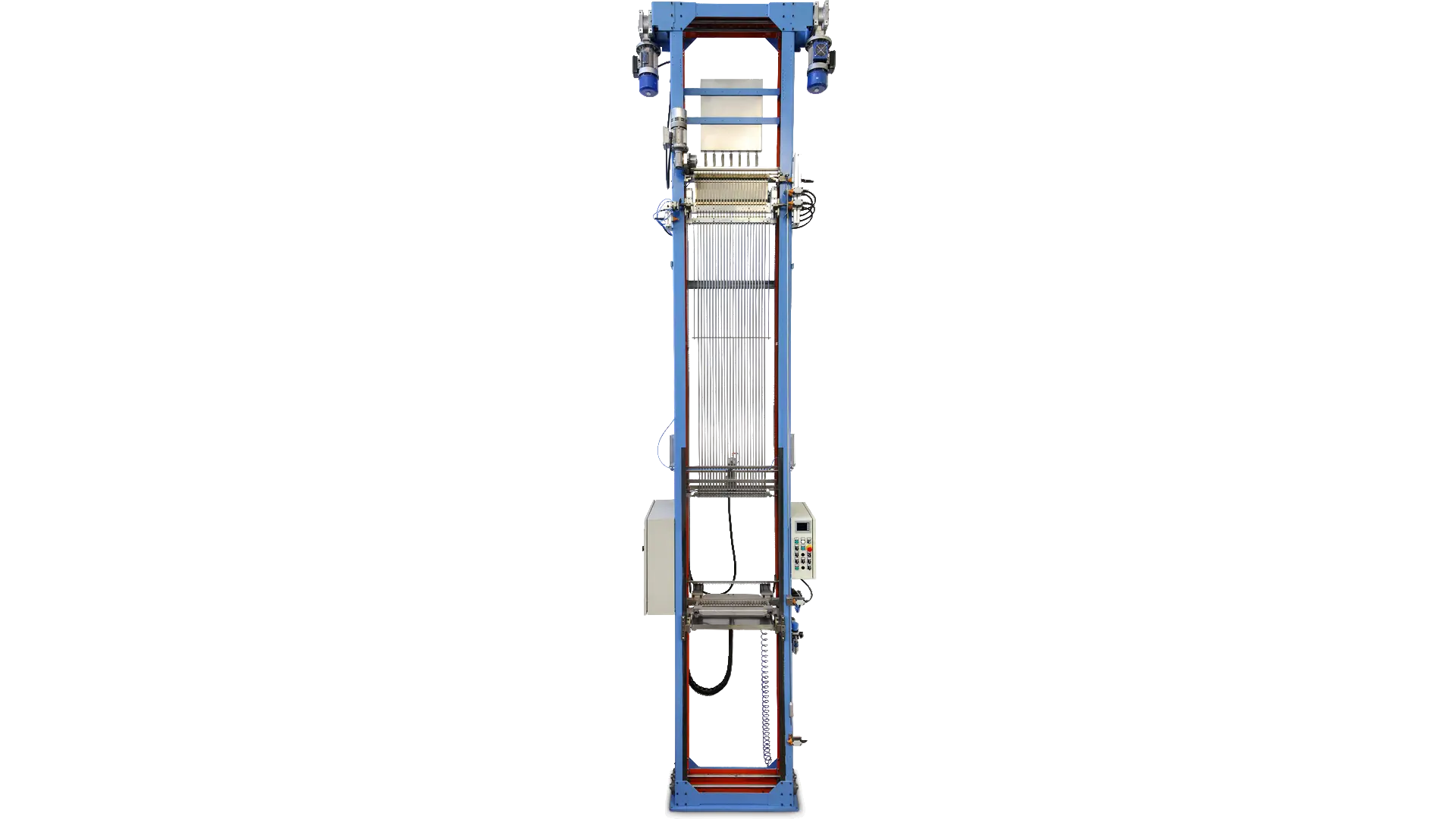
Dos pares de soportes facilitan la fijación de la máquina de llenado a la pared.
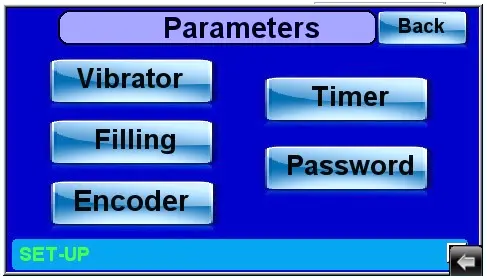
La interfaz de operario, simple e intuitiva, permite un uso sencillo, una configuración rápida y un control eficaz de las principales funciones de la máquina.
Un codificador supervisa la posición del grupo vibrador y detiene el carro en un punto preciso cuando los tubos alcanzan el fondo. Esto evita que los pines golpeen la barra inferior y permite el uso de tapones especiales, como los tapones de tipo extraíble.
UPPER HOPPER
The hopper is designed to contain magnesium oxide (MgO) for insertion into the tubes.
TUBE CRIMPING GROUP
Hydraulic tube pressing unit to lock the inner coil in place.
CONTROL PANEL
The operator interface is simple and intuitive, enabling straightforward operation and allowing quick setting and control of all main machine functions.
FILLING SET
New patented 3-tube system for MgO flow control, allowing for higher filling speeds. The system is fitted with a mechanical opening/closing device that not only increases MgO flow rates, but also prevents MgO from flowing once closed.
TANK MOTORIZATION
Motorized adjustment when changing the length of the tubes to be filled. Motorized adjustment of the top terminal pin protrusion from the tubes after filling.
MOVING HOPPER
Working hopper that travels together with the filling set.
ADJUSTABLE BOTTOM BAR FOR TUBE SUPPORT
The position of the bottom bar is easily adjusted from the panel to accommodate different tube lengths.
VIBRATION GROUP
Electromechanical vibration system driven by a DC motor. The system delivers stable, symmetrical oscillations even when the vibration frequency is varied. Different vibration frequencies can be achieved by adjusting the motor speed. The traveling vibrator moves from the bottom to the top of the tube during the filling process.